A grindventil är en linjär rörelseisoleringsanordning som styr flödet genom att höja eller sänka en platt eller kilformad grind vinkelrätt mot rörledningens hål - och vid oljeutvinning förblir den den dominerande ventiltypen för stordiameter och högtrycksledningsisolering där fullt, obehindrat flöde krävs och frekvent drift inte krävs. Enligt Global Valve Market Report 2023 (MarketsandMarkets) , portventiler står för ungefär 28 % av alla ventiler som säljs till olje- och gassektorn uppströms per volymenhet , näst efter kulventiler, med segmentet värderat till över 2,1 miljarder dollar årligen. Att förstå exakt vad en slussventil är, hur den fungerar och var den hör hemma i ett oljefältssystem är grundläggande kunskap för varje borringenjör, produktionsledare och inköpsspecialist.
Vad är en grindventil och hur fungerar den?
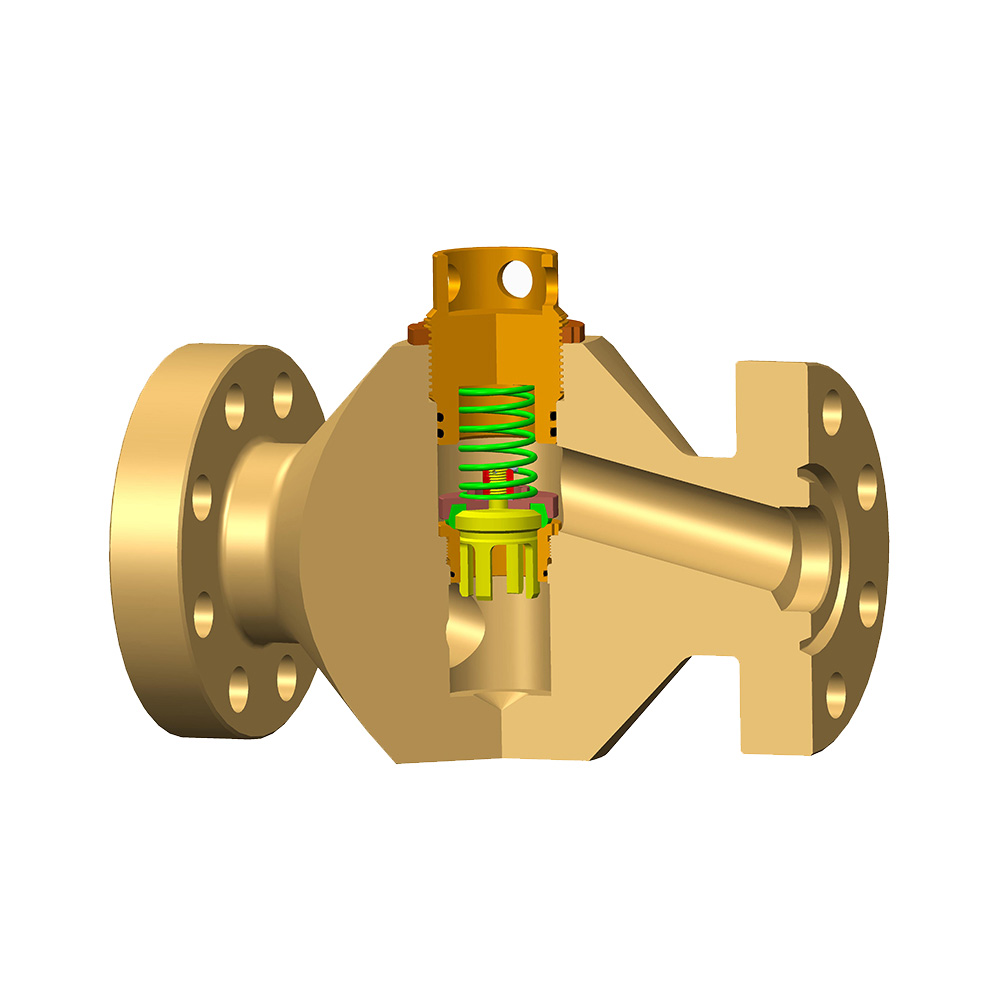
A grindventil fungerar genom att flytta en grind - en platt skiva eller avsmalnande kil - vinkelrätt mot flödesriktningen, antingen helt indragen i motorhuvens hålighet (helt öppen) eller helt blockera hålet (helt stängt). Till skillnad från en kulventil som roterar 90 grader kräver en slussventil flera hela varv på handratten eller ställdonets spindel för att färdas mellan öppet och stängt läge, vilket är anledningen till att den klassificeras som en flervarvsventil . I helt öppet läge dras grinden in helt i motorhuven ovanför flödesbanan, vilket lämnar en fri passage med full hål med praktiskt taget noll tryckfall — en kritisk fördel i stamledningar med högt flöde av råolja där även en liten begränsning orsakar mätbara produktionsförluster.
Kärnkomponenterna i ett oljefält grindventil är:
- Ventilhus: Det tryckhållande skalet, vanligtvis smidd av kolstål (ASTM A105), legerat stål (ASTM A182 F22) eller rostfritt stål. Kroppen rymmer flödesportarna och sätena och bär hela rörledningens tryckklassificering - upp till 20 000 psi vid extrem HPHT-brunnhuvudstjänst.
- Gate (skiva): Det skjutbara stängningselementet. Solida kilportar, flexibla kilgrindar, delade kilportar och parallella plattportar är de fyra huvudvarianterna som används inom petroleumservice, som var och en erbjuder olika tätningsegenskaper och motståndskraft mot termisk bindning.
- Säten: Två sittytor inuti karossen mot vilka grinden tätar när den stängs. Vid oljefältsservice är sätena integrerade (bearbetade från kroppen), insatta (utbytbara ringar) eller hårdbehandlade med Stellite eller volframkarbid för att motstå erosion från sandladdad råolja.
- Stam: Överför roterande vridmoment från handratten eller ställdonet till en linjär rörelse av grinden. Design med stigande spindel indikerar visuellt ventilens läge (skaftet stiger när det är öppet); konstruktioner med icke-stigande skaft håller stammen helt innesluten - föredraget där höjdfrigången är begränsad på offshoreplattformar.
- Motorhuv: Den övre förslutningen som tätar kroppshålan och styr skaftet. Bultade motorhuvar är standard för de flesta oljefältstjänster; trycktätande motorhuvar används över 900# (ASME klass 900) där läckagerisken är störst.
- Packning och gland: Spindeltätningssystem som förhindrar externt läckage. I H2S surgasservice måste förpackningsmaterial och packboxkonstruktioner överensstämma med NACE MR0175 / ISO 15156 för att förhindra sulfidspänningssprickning och giftig H2S-frisättning.
Typer av grindventiler som används vid oljeutvinning
Det finns fem rektorer grindventil konstruktioner utplacerade över uppströms oljeoperationer, var och en konstruerad för att hantera en specifik kombination av tryck, temperatur, vätsketyp och cyklingsfrekvens.
1. Solid kil grindventil
Den solida kilen är den enklaste och mest använda grindventil design i oljefältsservice. En konisk grind i ett stycke sitter mot två vinklade säten i karossen, vilket ger pålitlig tätning över ett brett tryck- och temperaturområde. Solid wedge-design är standard för icke-korrosiv råoljeservice upp till ASME klass 2500 (ungefär 6 250 psi vid 100°F). Deras begränsning är känsligheten för termisk bindning - vid varm drift kan differentiell termisk expansion mellan grinden och kroppen låsa grinden mot sätena, vilket gör ventilen omöjlig att öppna. Det är därför solida kilventiler sällan specificeras för ånginsprutning eller högtemperatur (över 500°F) brunnsservice.
2. Flexibel kilslussventil
Den flexibla kilen har ett periferiskt spår skuret in i grinden som gör att de två sittytorna kan böjas oberoende av varandra, vilket kompenserar för mindre sätesfel och minskar termisk bindning. Flexibel kil grindventils är den föredragna designen för ångflödes- och termisk EOR (enhanced oil recovery) injektionslinjer där temperaturen kan överstiga 650°F (343°C). Enligt ASME B16.34 (2021) , flexibla kilkonstruktioner uppnår tätare tätning vid högtemperaturdrift än solida kilar samtidigt som likvärdiga tryckklasser bibehålls.
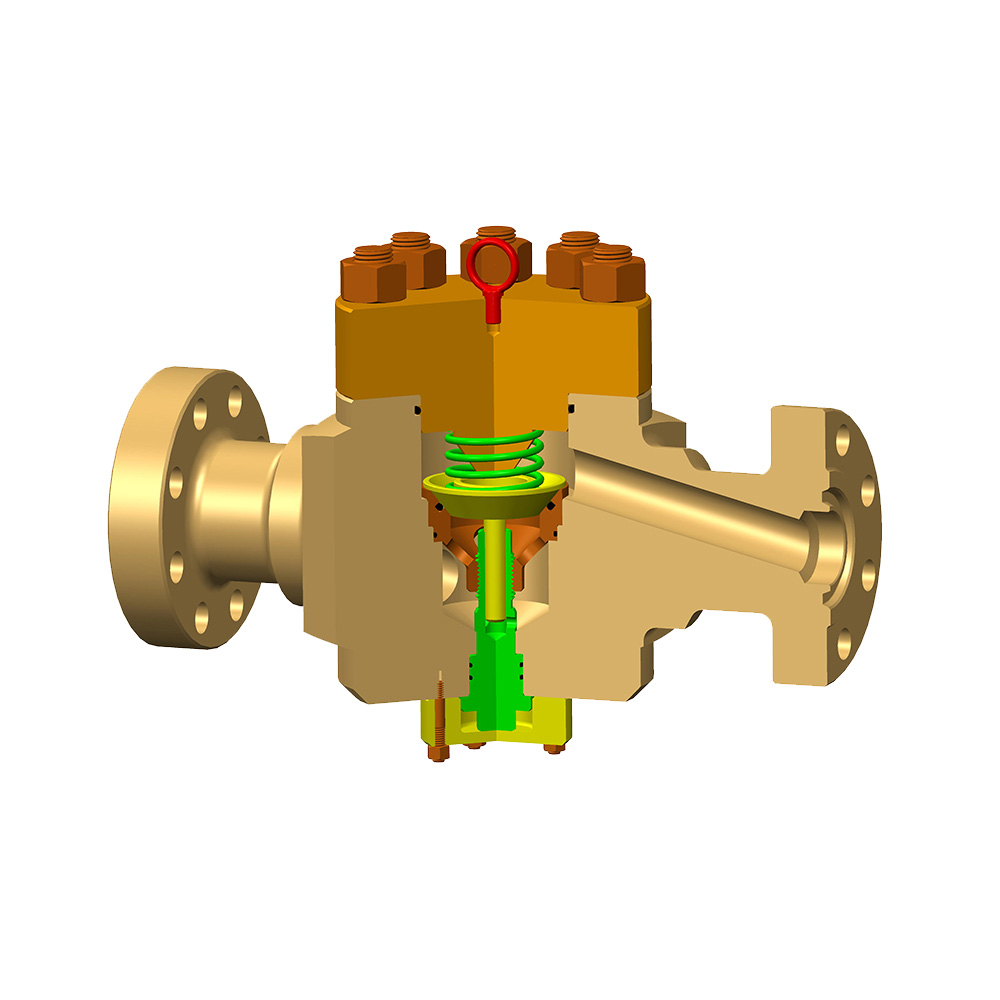
3. Parallell platta grindventil (expanderande grindventil)
Parallell platta grindventils använd två parallella grindsegment - en platta och en distans - som sprids isär mekaniskt i stängt läge för att koppla in båda sätena samtidigt, vilket ger en dubbelblocks tätningsverkan. Denna design är det dominerande valet för brunnshuvud och julgransgudstjänst per API 6A, eftersom det eliminerar problemet med termisk bindning helt (grinden kilar inte mot sätena), tillåter rörledningspiggar att passera genom det plana hålet och uppnår nollläckage metall-till-metall-tätning vid tryck upp till 20 000 psi. Den expanderande slussventilen är den högsta specifikationen grindventil inom petroleumindustrin.
4. Knivspjällsventil
Knivspjällsventiler använder en tunn, skarpkantad grind som skär genom trögflytande eller slurryliknande vätska för att uppnå stängning. I oljefältsapplikationer, kniv grindventils används i system för rening av producerat vatten, hantering av borrslam och ledningar för borrslam där konventionella kilportar skulle täppas till av ansamling av fasta ämnen i kroppshåligheten. De är inte lämpliga för högtrycksservice - maximalt nominellt tryck är vanligtvis 150 psi till 300 psi - men är mycket effektiva vid lågtrycksvätskehantering med hög fasta ämnen.
5. Portventil för genomgående ledning
Genomgående ledning grindventils har en helhålsöppning i själva porten, så att när ventilen är öppen passerar flödesvägen genom porten snarare än ovanför den. Detta eliminerar fickan i kroppshålan där fasta partiklar, vax eller hydrater kan samlas i konventionella grinddesigner. Genomgående ledningskonstruktioner är brett specificerade för exportrörledningar för råolja och applikationer för mottagning av gris där invändig renlighet och piggbarhet är obligatoriska. De används också i nedgrävda rörledningsisoleringsstationer på land där dränering av ventilkavitet är opraktisk.
Grindventil vs. kulventil vs. klotventil: vilket är rätt för oljeutvinning?
Att välja fel ventiltyp för en oljefältsapplikation är ett av de vanligaste och mest kostsamma anskaffningsfelen - en slussventil specificerad där en kulventil krävs kan innebära ett misslyckat ESD-svar, medan en kulventil specificerad där en slussventil hör hemma tillför onödiga kostnader. Tabellen nedan ger en direkt teknisk jämförelse baserad på API 6D, API 6A och ASME B16.34 servicekrav:
| Kriterier | Grindventil | Kulventil | Globventil |
|---|---|---|---|
| Operativ rörelse | Flervarv linjär (långsam) | Vrid kvartsvarv (snabb) | Flervarv linjär (långsam) |
| Flödesmotstånd (helt öppet) | Mycket låg (full hål) | Mycket låg (full hål design) | Hög (S-formad flödesbana) |
| Emergency Shutdown (ESD) | Inte lämplig (för långsam) | Utmärkt (under 1 sekund) | Inte lämplig |
| Strypning / Flödeskontroll | Rekommenderas inte (erosionsrisk) | Rekommenderas inte (standardhål) | Utmärkt |
| Max tryck (API-klassad) | Upp till 20 000 psi (API 6A) | Upp till 15 000 psi (API 6A) | Upp till 6 000 psi (ASME 2500#) |
| Piggbar (grispassage) | Ja (genomrörsdesign) | Ja (design med full hål) | Nej |
| Lämplighet för cykelfrekvens | Låg (sällsynt isolering) | Hög (10 000 cykler) | Medium |
| Relativ inköpskostnad (samma storlek/klass) | Låg-medium | Medium–hög | Medium |
| Termisk bindningsrisk | Ja (solid kiltyp) | Nej | Nej |
| Bästa användningsfallet vid oljeutvinning | Huvudledningsisolering med stor borrning, huvudventiler i brunnshuvudet (expanderande grind) | ESD, brunnshuvudsvingventiler, undervattensisolering | Kemisk injektionsflödeskontroll, ledningssystem |
Tabell 1: Teknisk jämförelse av slussventil, kulventil och klotventil för oljeutvinningsservice. Data baserad på API 6A, API 6D och ASME B16.34 specifikationer.
Där grindventiler används över oljeutvinningsvärdekedjan
Grindventiler dyker upp på specifika, väldefinierade platser i varje uppströms oljeproduktionssystem – valda inte för att de är universellt överlägsna, utan för att deras kombination av fullt flöde, högtryckskapacitet och lågfrekvent drift matchar kraven för huvudledningsisolering och brunnshuvudventilservice bättre än någon annan ventiltyp.
Wellhead Master Valve (Surface and Subsea)
Brunnshuvudventilen – den primära isoleringsventilen mellan reservoaren och ytproduktionssystemet – är i de flesta API 6A-klassade brunnshuvudenheter en expanderande parallellslussventil (även kallad slussventil). Denna design ger noll-läckage metall-till-metall-tätning vid tryck upp till 20 000 psi, hanterar sand och avlagringar utan att täppa igen ventilkaviteten (genom ledningskonfiguration), och bibehåller tätningsintegriteten även efter längre perioder av inaktivitet - ett kritiskt krav för sällan manövrerade huvudventiler. Enligt API-specifikation 6A (tjugoförsta upplagan, 2018) , måste alla brunnshuvudventiler klara ett hydrostatiskt skaltest vid 1,5 gånger det nominella arbetstrycket och ett sätestest vid nominellt arbetstryck med noll synligt läckage.
Råoljestamledning och exportrörledningsisolering
På råoljeledningar med stor diameter (12 tum till 48 tum nominellt hål), grindventils är det ekonomiska valet för huvudledningsblockventilstationer, isolering av grisfällor och nödblocksplatser. Vid dessa stora storlekar kan en tappmonterad kulventil med hel hål kosta 3–5 gånger mer än en motsvarande API 6D-slussventil. Eftersom huvudledningens blockventiler fungerar sällan - vanligtvis färre än 12 gånger per år - är hastighetsfördelen med kulventiler irrelevant, vilket gör slussventiler till det kostnadsoptimala valet. En 24-tums, klass 600 API 6D genomgående slussventil vid en typisk isoleringsstation är ungefär 40 % lägre i kapitalkostnad än en motsvarande fullhåls kulventil, enligt benchmarkingdata för industriupphandling publicerad av Pipeline and Gas Journal (2022) .
Borrning och komplettering av brunnar
Grindventiler är integrerade i utblåsningsskyddsstapeln (BOP) och isoleringssystem för borrhål under borrning. Den borrspolventiler på BOP-stacken måste hantera väldödande vätska, cementuppslamning och högtrycksgasspark – allt i en enda ventil. API 16A-klassade slussventiler på BOP-choke- och dödledningar måste tåla tryck upp till 20 000 psi och fungera tillförlitligt under de mest krävande flödesförhållanden som förekommer någonstans i oljefältet. På samma sätt, under brunnsavslutning, grindventils på avslutningssträngen isolering grenrör styr annulus vätskecirkulation och julgran utjämning.
Vatteninjektion och förbättrad oljeåtervinning (EOR)
Vatteninjektionssystem som upprätthåller reservoartrycket eller implementerar vattenöversvämning EOR använder ett stort antal grindventils på insprutningsrör och fördelningsgrenrör. Insprutningstrycken sträcker sig vanligtvis från 1 000 till 5 000 psi, och flödeshastigheterna kan överstiga 100 000 fat per dag (bpd) per insprutningsstation, vilket kräver ventiler med stort hål där slussventilekonomin är övertygande. För ånginjektion termisk EOR (används vid produktion av tung olja i fält som den kanadensiska oljesanden), flexibel kil grindventils i ASME klass 900 eller klass 1500 är rostfritt stål eller legerat stål specificerade för att hantera ånga vid temperaturer upp till 650°F (343°C) och tryck upp till 2 500 psi.
Producerad vattenrening och bortskaffande
Producerat vatten - det saltvatten som produceras tillsammans med råolja - måste separeras, behandlas och antingen återinjiceras eller kasseras. I varje steg av hanteringen av producerat vatten, grindventils (ofta knivportsdesigner för högt innehåll av fasta ämnen) isolera filter, avsandare och injektionspumpar. Korrosiviteten hos producerat vatten (hög kloridhalt, ofta innehållande CO2 och H2S) kräver spjällventilhus i duplext rostfritt stål (UNS S31803) eller superduplex (UNS S32750) för att förhindra grop- och spaltkorrosion som skulle orsaka för tidigt haveri i kolstål.
Nyckelstandarder som styr grindventiler vid oljeutvinning
Varje grindventil som används i uppströms oljeproduktion måste uppfylla minst en obligatorisk industristandard – och ventiler som inte uppfyller kraven avvisas vid inspektion före installation, vilket skapar kostsamma förseningar och ledtider för återanskaffning på 8–20 veckor för högtrycksartiklar med stor borrning.
| Standard | Utfärdande organ | Räckvidd för grindventiler | Nyckelkrav |
|---|---|---|---|
| API 6A (21:a upplagan, 2018) | American Petroleum Institute | Brunnshuvud- och julgranslussventiler upp till 20 000 psi | Skaltest vid 1,5x WP; noll läckage säte test; brandtest för PR2 |
| API 6D (24:e upplagan, 2014) | American Petroleum Institute | Rörledningsslussventiler, genomgående ledningskonstruktioner | Dimensionskrav, cykeltestning, material, antistatisk |
| API 16A (4:e upplagan, 2017) | American Petroleum Institute | BOP choke and kill line grindventiler | Klassad till 20 000 psi; prestandatestning med slipande slam |
| ASME B16.34 (2021) | ASME International | Grindventiler in ASME pressure classes 150 to 4500 | Väggtjocklek, karosskonstruktion, provtryck efter material och klass |
| NACE MR0175 / ISO 15156 (2015) | NACE International / ISO | Alla slussventiler i sur (H2S) service | Materialhårdhetsgränser (max 22 HRC för C-stål); SSC motstånd |
| API 6FA / API 607 (2016) | American Petroleum Institute | Brandprovning av slussventiler med mjuka eller fjädrande säten | Måste behålla sätets tätning efter 30 minuters bränning vid 1 800°F (982°C) |
| ISO 14313 (2007) | ISO | Pipeline gate-ventiler (internationell motsvarighet till API 6D) | Accepteras som likvärdig med API 6D i de flesta internationella projekt |
Tabell 2: Primära industristandarder som är tillämpliga på slussventiler vid oljeutvinning, med utfärdande organ, omfattning och viktiga överensstämmelsekrav. Källor: API, ASME, NACE International, ISO.
Materialval för grindventiler i oljefältsmiljöer
Rätt materialval för a grindventil i oljeutvinning förhindrar tre av de vanligaste fellägena - sulfidspänningssprickning (SSC) i H2S-service, kloridgropar i producerat vatten och krypfel vid EOR-injektion vid hög temperatur. Att välja fel legering kan leda till katastrofala ventilfel inom några veckor efter installationen.
- Kolstål (ASTM A216 WCB / A105N): Standard för söt råolja (H2S under 0,05 psia partialtryck) vid temperaturer från -20°F till 800°F. Värmebehandling efter svetsning (PWHT) och hårdhetskontroll under 22 HRC krävs enligt NACE MR0175 även i nominellt sött bruk som en försiktighetsåtgärd mot övergående H2S-exponering.
- Kolstål med låg temperatur (ASTM A352 LCB / LCC): Obligatorisk för arktiska onshore- och djupvattentillämpningar offshore där designtemperaturer faller till -50°F (-46°C). Charpy-slagprovning vid lägsta designtemperatur krävs enligt ASME B16.34 och API 6D.
- Legerat stål (ASTM A182 F11 / F22 / F91): Krävs för högtemperaturservice över 750°F (399°C) i EOR-brunnar med ångflöde och högtrycksånginsprutningsrör. F91 (9Cr-1Mo-V) ger överlägset krypmotstånd för service upp till 1 100°F (593°C) och är det valda materialet för superkritisk ånginjektion.
- 316 / 316L rostfritt stål: Lämplig för insprutning av producerat vatten och havsvatten vid temperaturer under 140°F (60°C). Över denna temperatur blir klorid-inducerad spänningskorrosion (Cl-SCC) en risk och duplexkvaliteter krävs.
- Duplext rostfritt stål (UNS S31803 / 2205): Standardmaterialet för producerat vatten, havsvatteninjektion och mild sur service (H2S under 1 psia partialtryck). Ger ungefär 2 gånger sträckgränsen på 316 SS och ett PREN-värde (pitting Resistance Equivalent Number) över 32, vilket möjliggör motstånd mot kloridfrätning vid temperaturer upp till 150°F (65°C).
- Super duplex rostfritt stål (UNS S32750 / 2507): Specifikt för aggressiv surgas och högkloridproducerad vattentjänst. PREN över 40 säkerställer motstånd mot gropbildning i havsvatten vid temperaturer upp till 185°F (85°C). Per NACE MR0175 del 3 , superduplex är acceptabelt i sur service när lösningsglödgad och härdningshärdad för att uppnå rätt mikrostruktur och hårdhet (max 310 HV10).
- Inconel 625 / 718 (UNS N06625 / N07718): Reserverad för den mest aggressiva tjänsten — högt H2S-partialtryck (över 100 psia), högt CO2-partialtryck (över 30 psia) och förhöjda temperaturer. Används främst för ventilstammar, säten och inre trim i HPHT-brunnar där kolstål och legeringar av rostfritt stål båda är känsliga för korrosion. Inconel 625-slussventilens inre delar kan förlänga underhållsintervallen från 2 år till över 10 år vid svår sur service, vilket representerar betydande kostnadsbesparingar under livscykeln trots den högre initiala materialkostnaden.
Vanliga fellägen för grindventiler i oljeproduktion
Förståelse grindventil felmekanismer tillåter underhållsteam att implementera riktade inspektionsprogram och förlänga ventilens livslängd – vilket minskar frekvensen av oplanerade avstängningar som kostar uppströmsoperatörer en uppskattning 38 miljarder dollar globalt per år i förlorad produktion (Wood Mackenzie, 2022) .
- Säteserosion från sand och fasta ämnen: Sandladdad råolja vid hastigheter över 10 ft/sek eroderar progressivt grindens sätesytor, speciellt i delvis öppna lägen. Säten i hårda stellit eller volframkarbid ökar erosionsbeständigheten med 5–8 gånger jämfört med mjuka eller ohärdade säten. Alla grindventils i sandproducerande brunnar bör drivas antingen helt öppna eller helt stängda - aldrig delvis öppnade.
- Stampackningsläckage: Externt skaftläckage är det vanligaste underhållsproblemet på ytan grindventils , som står för cirka 35–40 % av alla beställningar på ventilunderhåll på produktionsanläggningar (Källa: Energy Institute Good Practice Guide on Valve Management, 2021 ). Grafitpackning behåller tätningen längre än PTFE vid varm drift, men kräver noggrann justering av glandföljaren för att förhindra överkomprimering och skaft.
- Termisk bindning (Solid Wedge Designs): Ånginsprutning och högtemperaturservice kan göra att den solida kilen låser sig mot sätena vid kylning, vilket kräver hydraulisk domkraft eller värmetillförsel för att frigöra grinden. Detta fel kan inaktivera en huvudventil i brunnhuvudet, vilket eventuellt kräver produktionsavstängning för sanering. Lösningen är att specificera flexibla kil- eller expanderande grindkonstruktioner i alla tjänster över 300°F (149°C).
- Kavitations- och vibrationsskador: Grindventiler operated in the partially open position generate turbulent flow and pressure differentials that cause cavitation and internal vibration. Over time, this erodes body walls, damages seats, and can fracture the gate. The correct solution is to install a dedicated control valve or choke for flow modulation and keep gate valves fully open or fully closed.
- Sulfid Stress Cracking (SSC) i sur service: Spjällventilskaft och bultar gjorda av höghållfast stål med hårdhet över 22 HRC är känsliga för SSC i närvaro av löst H2S - sprickbildning kan uppstå inom några timmar efter första exponeringen. Detta åtgärdas av NACE MR0175 materialöverensstämmelse på upphandlingsstadiet. Att ersätta icke-kompatibla höghållfasta bultar för att minska kostnaderna är en dokumenterad grundorsak till katastrofala slussventilfel på surgasbrunnar.
- Inaktivitetsinducerat anfall: Grindventiler that remain open for years without operation — common on mainline block valves — can develop corrosion, scale, or wax deposits that bond the gate to the seats, making the valve impossible to close when needed. Annual partial-stroke or full-stroke exercise testing per the API 6A rekommenderat underhållsprogram förhindrar anfall och bekräftar funktionsduglighet innan en nödsituation uppstår.
Ställdonsalternativ för automatiserade grindventiler i oljeproduktion
Medan de flesta grindventils vid oljefältsservice är manuellt manövrerade, fjärrstyrd och automatiserad aktivering krävs vid obemannade brunnsplatser, undervattensinstallationer och säkerhetskritiska isoleringspunkter. Tabellen nedan jämför ställdonalternativ för slussventiler i uppströms petroleumtjänst:
| Typ av ställdon | Aktiveringstid | Felsäkert alternativ | Typisk grindventilapplikation |
|---|---|---|---|
| Hydraulisk (linjär cylinder) | 15–120 sekunder | Ja (fjäderretur eller ackumulator) | Brunnshuvudventil, undervattensträdsventiler |
| Pneumatisk (linjär cylinder) | 30–180 sekunder | Ja (vårretur) | Grönsventiler på ytan, blockventiler för rörledningar |
| Elektrisk (MOV, multiturn) | 60–300 sekunder | Sista position (UPS-stödd valfri) | Fjärrstyrd isolering av huvudledningen, icke-säkerhetskritiska blockventiler |
| Elektrohydraulisk (lokal HPU) | 20–90 sekunder | Ja (stäng ackumulator) | Obemannade avlägsna brunnshuvuden, pipelineblockstationer med ESD-krav |
Tabell 3: Jämförelse av ställdontyper för automatiserade slussventiler vid oljeutvinning, inklusive aktiveringshastighet, felsäker förmåga och rekommenderad tillämpning.
Vanliga frågor om grindventiler vid oljeutvinning
F1: Vad är det maximala tryckvärdet för en slussventil för brunnshuvudservice?
Under API 6A (tjugoförsta upplagan, 2018) , brunnshuvud expanderande platta grindventils finns i tryckklasser på 2 000, 3 000, 5 000, 10 000, 15 000 och 20 000 psi arbetstryck. 20 000 psi (20K)-klassen är den högsta för närvarande standardiserade, som används på ultradjupa HPHT-brunnar i Mexikanska golfen, Nordsjön och offshore Brasilien där reservoartrycket överstiger 15 000 psi instängt brunnshuvud.
F2: Varför kan inte grindventiler användas för strypning i oljeproduktion?
A grindventil drivs i ett delvis öppet läge genererar turbulent, höghastighetsflöde över ett minskat ringformigt gap vid grindens kant - ett tillstånd som koncentrerar erosion på en mycket liten yta av sätet och grindens tätningsyta. Vid sandproducerande råoljeservice kan detta förstöra sätesytorna på några timmar, vilket resulterar i permanent genomläckage även när ventilen är helt stängd. För flödeskontroll måste en dedikerad chokeventil, reglerventil eller V-notch kulventil användas. Grindventiler är endast konstruerade för helt öppen eller helt stängd drift.
F3: Vad är skillnaden mellan en stigande och icke-stigande slussventil?
I en stigande stam grindventil , skaftet rör sig uppåt ur motorhuven när ventilen öppnas, vilket ger en tydlig visuell indikator på ventilens läge - öppen när skaftet är helt utdraget, stängt när det är helt indraget. Denna konstruktion kräver tillräckligt vertikalt spel ovanför ventilen, vilket gör det opraktiskt i plattformsrör med låg frigång. I en konstruktion med icke-stigande spindel (NRS) förblir spindeln stationär och invändiga gängor på grindmuttern omvandlar rotation till grindrörelse - skaftet sträcker sig inte över motorhuven. NRS-konstruktioner är att föredra där höjden är begränsad, men kräver en separat lägesindikator (mekanisk eller elektronisk) för att bekräfta ventilens läge.
F4: Hur ofta ska slussventiler i oljeutvinning inspekteras och underhållas?
Den Energy Institutes riktlinjer för hantering av ventiler (2021) rekommenderar att säkerhetskritiska slussventiler (brunnhuvudsventiler, BOP-komponenter) funktionstestades minst en gång per år och fullständigt inspekteras vart 3–5 år, eller i enlighet med anläggningens riskbaserade inspektionsprogram (RBI). Spärrventiler för huvudledningsrörledningar som sällan manövreras bör utövas (helt slag eller partiellt slag) minst en gång per år för att förhindra inaktivitetsinducerade anfall. Stampackningen bör inspekteras för externt läckage kvartalsvis och packas om eller bytas ut vid första tecken på synligt gråt.
F5: Vad är en expanderande slussventil och varför används den på oljekällarhuvuden?
En expanderande (platta) grindventil använder två parallella grindsegment - en primär platta och ett sekundärt distanselement - som tvingas isär mekaniskt av en fjäder- eller kammekanism när ventilen når stängt läge och pressar båda segmenten mot uppströms- och nedströmssätena samtidigt. Detta ger en inneboende dubbelblocksförsegling utan att förlita sig på ledningstrycket för att aktivera sätet, eliminerar termisk bindning (eftersom grinden inte kilar) och tillåter pigging genom ledning. Per API 6A , är den expanderande slussventilen standarddesignen för brunnshuvudservice eftersom den uppnår noll-läckage metall-till-metall-tätning vid tryck upp till 20 000 psi utan smörjning, och kan sättas tillbaka på ett tillförlitligt sätt efter hantering av sand, glödskal och producerat vax.
F6: Vad betyder "brandsäker" för en slussventil i oljefältsservice?
Ett brandsäkert grindventil är en som har testats och certifierats för att bibehålla acceptabel sätes- och kroppsförseglingsintegritet efter långvarig exponering för brand - vanligtvis en 30-minuters förbränning vid 1 800 °F (982 °C) följt av ett hydrostatiskt trycktest, per API 6FA eller API 607 . I praktiken betyder detta att slussventiler med mjuka (elastomeriska eller PTFE) primärsäten måste ha sekundära metall-till-metall reservsäten som kopplar in när det mjuka sätet brinner bort. Alla slussventiler på kolvätebärande rörledningar inom processområdet i en produktionsanläggning krävs enligt de flesta driftsföretags specifikationer för att vara brandsäkra – även om primär säte uppnås med mjuka sätesmaterial under normala förhållanden.
F7: Hur länge håller en slussventil i oljefältsservice?
En korrekt specificerad och underhållen grindventil i ren råolja bör service uppnå en designlivslängd på 20–30 år. Den faktiska livslängden i sandproducerande eller surgasbrunnar kan dock vara betydligt kortare utan hårda säten och NACE-kompatibla material. Brunnshuvudventiler byts normalt ut eller ses över vart 5–10:e år under schemalagda borrhålsarbeten. Rörledningens slussventiler i nedgrävd drift, utan fasta ämnen i flödesströmmen och årliga övningsprov, uppnår rutinmässigt 25–40 års livslängd. Enligt Pipeline and Gas Journal (2022) , den genomsnittliga installerade kostnaden för ett fältbyte av en stor hål (24-tums, 600#-klass) rörledningsslussventil – inklusive schaktning, isolering och återinställning – överstiger $250 000, vilket understryker vikten av korrekt initial specifikation och förebyggande underhåll.
Checklista för val av grindventil för oljeutvinningsingenjörer
- Identifiera det som krävs API tryckklass : API 6A för brunnshuvuden (upp till 20 000 psi), API 6D / ISO 14313 för rörledningar, API 16A för BOP-choke- och dödledningar.
- Ange expanderande platta (parallell grind) design för alla brunnshuvudventiler och all service över 5 000 psi eller över 300°F — aldrig solid kil.
- Kräv design av genomgående ledning varhelst rörledningspiggning utförs och varhelst ansamling av fasta partiklar i ventilhålan måste förhindras.
- Verifiera H2S-innehåll: om H2S-partialtrycket överstiger 0,05 psia (0,0003 MPa) , måste alla bärande metalliska komponenter överensstämma med NACE MR0175 / ISO 15156.
- Ange stolar med hårda ansikten (Stellit eller volframkarbid) för alla tjänster som involverar producerad sand, slipmedel eller fasta partiklar i flödesströmmen.
- Kräv API 6FA eller API 607 fire-test certification för alla slussventiler på kolväteförande rörledningar inom processområdet.
- Ange trycktätningshuv för slussventiler i ASME klass 900 och högre — skruvade huvar i högtrycksdrift är en dokumenterad källa till externt läckage.
- Inkludera en årligt motionsprovskrav i underhållsprogrammet för alla sällan manövrerade slussventiler för att förhindra inaktivitetsinducerade anfall.
- För slussventiler på obemannade eller avlägsna platser, specificera hydraulisk eller elektrohydraulisk aktivering med fail-close fjäder eller ackumulatorretur för att möjliggöra fjärravstängning.