A grindventil fungerar genom att höja eller sänka en platt eller kilformad grind (skiva) genom flödesbanan via en gängad skaft och handratt — när grinden är helt upphöjd är hålet helt fritt och flödet passerar med minimalt tryckfall; när den är helt nedsänkt ligger grinden mot två parallella eller kilformade sätesytor för att skapa en dubbelriktad, läckagetät avstängning. Inom oljeutvinning är grindventiler den dominerande på/av-isoleringsanordningen över brunnshuvuden, julgranar, flödesledningar och produktionsgrenrör eftersom de kombinerar fullt flöde med den tryckintegritet som krävs för råolja, naturgas och producerad vattenservice vid värden från 2 000 psi (API 6A klass 2K) till 20 psi (Class 000) och temperatur från 20 psi (Class 000) 180°C.
Varför grindventiler är standarden i oljeproduktionssystem
Grindventiler dominerar oljeutsugningsrörsystem eftersom deras raka flödesväg med full borrning skapar praktiskt taget noll tryckfall i helt öppet läge - en kritisk fördel när varje psi av brunnshuvudtryck direkt översätts till produktionshastighet och lyfteffektivitet. Däremot introducerar klotventiler med samma nominella hål en tryckfallskoefficient (Cv) vanligtvis 5–10 gånger högre, vilket gör dem olämpliga som primära isoleringsventiler på produktionslinjer med stora volymer.
Den globala olje- och gasventilmarknaden värderades till cirka 5,4 miljarder USD 2023 , med slussventiler som representerar den enskilt största produktkategorin per antal installerade enheter över uppströms produktionsanläggningar. En typisk brunnplatta på land kan innehålla 40–80 slussventiler per brunn över julgranen, flödesledningen och produktionshuvudet. Ett undervattensträd på djupt vatten kan innehålla 12–24 slussventiler med olika hål- och tryckklasser, som var och en krävs för att fungera tillförlitligt i 20–25 år med minimal ingreppsåtkomst.
Förståelse hur en slussventil fungerar — dess interna mekanik, tätningsprincip, materialkrav och fellägen — är därför grundläggande kunskap för petroleumingenjörer, produktionstekniker och ventilspecifikationsingenjörer som arbetar i uppströms olje- och gasverksamheter.
Hur en grindventil fungerar: Den interna mekanismen steg för steg
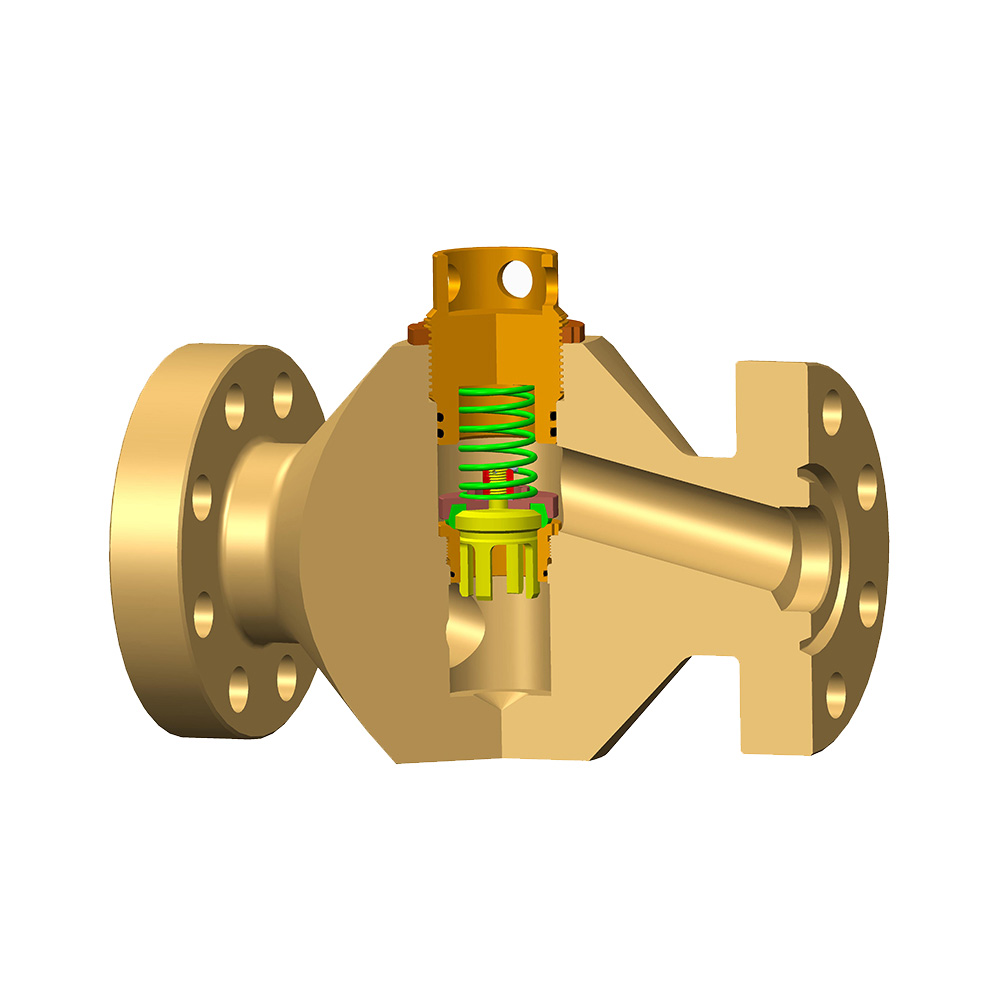
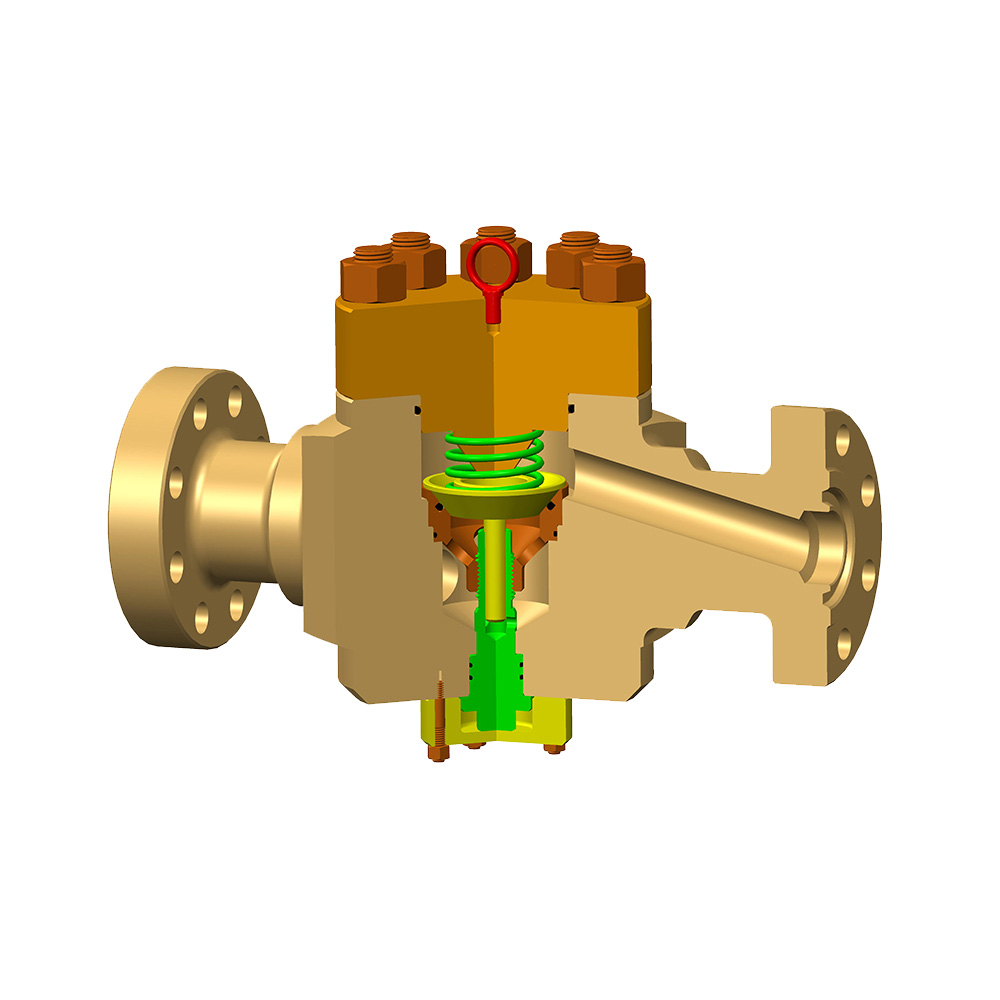
Manövermekanismen för en slussventil omvandlar rotationsrörelse vid handratten eller manöverdonet till linjär rörelse av grinden genom en gängad spindel, och läget för sluss inuti ventilkroppen avgör om flödet är helt öppet, helt stängt eller blockerat. De fem huvudkomponenterna som är involverade i denna mekanism är:
- Kaross och motorhuv: Det tryckhaltiga skalet. Vid oljefältservice är kroppen typiskt AISI 4130 eller 8630 legerat stål, Inconel eller duplex av rostfritt stål beroende på H2S- och CO2-halten i den producerade vätskan. API 6A specificerar kroppsmaterialklasser (AA till FF och HH) som matchar den sura tjänstens svårighetsgrad.
- Gate (skiva): Det platta eller kilformade elementet som fysiskt blockerar eller öppnar flödesvägen. I plattportventiler - den vanligaste typen på brunnshuvuden - är porten en rektangulär metallplatta med en cirkulär port som är i linje med borrningen när den är öppen och rör sig ut ur borrningen när den är stängd.
- Säten: Två ringformade tätningsytor, en på var sida om grinden, som grinden trycker mot i stängt läge. I metallsätade konstruktioner är sätena vanligtvis hårda med Stellite eller volframkarbid för att motstå erosion från sandladdade produktionsvätskor. Mjuksittande konstruktioner använder PTFE- eller elastomerinsatser för tätare avstängning vid lägre differenstryck.
- Stam: Den gängade stången som förbinder handratten eller ställdonet med grinden. I en konstruktion med stigande skaft rör sig skaftet axiellt uppåt när ventilen öppnas, vilket ger en visuell positionsindikator. I en design med icke-stigande stam, roterar stammen på plats och grinden rör sig på invändiga gängor - föredraget där vertikalt takhöjd är begränsat, till exempel på en julgran med en BOP-stapel ovanför.
- Förpackning och skaftförsegling: Den dynamiska tätningen mellan den rörliga skaftet och motorhuven som förhindrar att trycket i borrhålet strömmar ut längs skaftet. I surgastjänst (H2S över 0,0003 MPa partialtryck per NACE MR0175) måste packningen vara elastomerer som är kompatibla med H2S - typiskt HNBR (hydrerat nitrilgummi) eller AFLAS - klassad för hela brunnshuvudtrycket.
Öppen-stäng-cykeln i oljefältsdrift
Genom att vrida handratten medurs stänger ventilen (grinden sjunker) och moturs öppnar den (grinden stiger) - den universella konventionen bekräftas av minnesmärket "righty-tighty, lefty-loosey", även om oljefältövningar alltid verifierar riktningen innan drift på en levande brunn. Driftssekvensen på en brunnshuvudventil fortsätter enligt följande:
- Öppningsslag: Vridning moturs av handratten gör att skaftet höjs (typ stigande skaft). Grinden som är fäst vid skaftets botten lyfts ut ur flödesbanan. Porten i plattporten är i linje med ventilhålet, vilket skapar en rak flödespassage med inre diameter lika med det nominella rörhålet. Full öppning kräver vanligtvis 10–40 varv beroende på spindelstigning och ventilstorlek.
- Helt öppet läge: Grinden är helt indragen i motorhuvens hålighet ovanför flödesbanan. Borrhålsvätska strömmar genom hela hålet med försumbar turbulens eller tryckfall — en viktig fördel för pigging-operationer och flerfasflödesmätning.
- Avslutande slag: Medurs rotation sänker grinden i flödesbanan. När grinden närmar sig sätet, hjälper tryck nedströms till att driva grinden mot nedströmssätet (i nedströms-sätesutformningar). De sista varven applicerar mekanisk säteskraft genom skaftgängan, och pressar grinden stadigt mot båda sätena för att skapa avstängningsförseglingen.
- Baksäte: De flesta oljefältslussventiler har ett baksäte - en sekundär metall-till-metall-tätning mellan spindeln och huven som griper in i helt öppet läge, vilket isolerar packningen från borrhålstrycket. Detta möjliggör utbyte av packning under tryck i en nödsituation, även om denna praxis endast utförs av utbildad personal enligt strikta säkerhetsprotokoll.
Vilka typer av grindventiler används vid oljeutvinning?
Oljeutvinning använder flera distinkta ventilkonstruktioner, var och en optimerad för en specifik funktion inom produktionssystemet - och att välja fel typ är en ledande orsak till för tidigt ventilfel och oplanerade brunninterventioner.
1. Plattportventiler (parallella skjutspjällsventiler)
Slab gate ventiler är standarddesignen på brunnshuvuden och julgranar, med en platt rektangulär grind med ett genomgående hål som är i linje med ventilhålet när det är öppet och förskjuts i sidled in i kroppshålrummet när det är stängt. Grinden hålls mot nedströmssätet av linjetrycket i stängt läge - en självaktiverande tätningsåtgärd som förbättrar avstängningsprestandan när borrhålstrycket ökar. De flesta API 6A brunnshuvudventiler från 2 tum till 7-1/16 tum nominellt hål använder denna design. Tryckklasser på upp till 20 000 psi (138 MPa) finns tillgängliga, vilket uppfyller de mest krävande HPHT-brunnskraven (högtryck och hög temperatur).
2. Expanderande grindventiler
Expanderande slussventiler använder en slussenhet med två segment som expanderar radiellt när ventilen når helt öppet eller helt stängt läge, vilket tvingar slusssegmenten mot både uppströms- och nedströmssätena samtidigt för att skapa en dubbelriktad dubbelblockstätning. Denna design eliminerar praktiskt taget hålrumsvolymen mellan grindsegmenten och sätena, vilket gör den mycket motståndskraftig mot skräpackumulering - en kritisk fördel i sandproducerande brunnar där standardhålrum för grindplattor fångar upp formationssand som förhindrar fullständig förslutning. Expanderande grindar är vanligen specificerade på master gate ventiler och swab ventiler i julgranen där absolut avstängning tillförlitlighet är icke förhandlingsbar.
3. Gateventiler för genomgående ledning
Genomgående slussventiler bibehåller en jämn flödesbana med full hål i både öppet och stängt läge, med slussarna utformade så att kroppshåligheten aldrig kommunicerar med rörledningens hål - vilket gör dem till den erforderliga typen för rörledningspiggning och för applikationer där ingen kavitetsdödvolym är acceptabel. I offshore-produktion specificeras genomgående slussventiler vid exportledningsisolering där inline-inspektionsverktyg (intelligenta grisar) måste passera utan hinder. De är också att föredra på tunga och vaxartade råoljerörledningar där instängd vätska i standardventilkaviteter skulle stelna under en avstängning och förhindra återöppning.
4. Undervattens gateventiler
Subsea gate-ventiler är specialkonstruerade platt- eller expanderande grindkonstruktioner för installation på havsbottenbrunnshuvuden, grenrör och rörledningsändavslutningar (PLETs) på vattendjup upp till 3 000 m, med en livslängd på 25 år mellan serviceingrepp. Viktiga skillnader från ytventiler inkluderar: tryckkompenserade hydrauliska ställdon (för att kompensera hydrostatiskt vattentryck på djupet), korrosionsbeständiga kroppsmaterial (duplex eller superduplex rostfritt stål, eller 625 Inconel-överlägg), ROV-manövrerade åsidosättande vridmomentgränssnitt och kvalifikationstestning per API 17D för tryck, externt tryck, kombinerat hydrostattryck och hydrostattryck. En 4-1/16 tums 10 000 psi undervattensgrindventil för en julgran på djupt vatten väger vanligtvis 200–400 kg och kostar 25 000–80 000 USD beroende på materialkvalitet och ställdonspecifikation.
Hur olika grindventiltyper jämförs i oljeutvinningsservice
Tabellen nedan jämför de fyra primära slussventiltyper som används vid oljeproduktion över de attribut som är mest relevanta för uppströmsverksamhet.
| Grindventil typ | Tryckvärdering | Sandmotstånd | Piggbar | Dubbelriktad tätning | Typiskt läge | Relativ kostnad |
| Plattport | 2K–20K psi | Måttlig | Nej | Endast nedströms (standard) | Wellhead, julgran | Basreferens |
| Expanderande port | 2K–15K psi | Hög | Nej | Ja – båda riktningarna | Huvudgrind, svabbventil | 1,5–2x skivport |
| Genomgående ledningsport | 600–2500 psi | Hög | Ja | Ja | Exportrörledningar, grisfällor | 2–3x skivport |
| Subsea Gate | 5K–20K psi | Hög | Konfigurationsberoende | Ja | Undervattensträd, grenrör, PLET | 5–20x skivport |
Tabell 1: Jämförelse av slussventiltyper som används vid oljeutvinning över tryckklass, sandmotstånd, piggingförmåga, tätningsriktning, appliceringsplats och relativ kostnad.
Hur jämför en grindventil med andra ventiltyper vid oljeproduktion?
Grindventiler är optimerade för på/av-isoleringsuppgifter vid oljeproduktion och bör aldrig användas för flödesstrypning - när den är delvis öppen vibrerar grinden i flödesströmmen, vilket snabbt eroderar sätena och grindens ytor, vilket leder till för tidigt tätningsfel. Förståelse where gate valves are superior — and where they are not — prevents costly mis-specification.
| Typ av ventil | Flödeskarakteristik | Strypning lämplighet | Tryckfall (helt öppet) | Piggbar | Typisk användning av oljefält |
| Grindventil | Endast på/av | Nej | Minimal | Ja (through-conduit type) | Brunnshuvudisolering, blockeringsventiler |
| Kulventil | På/av, snabbverkande | Begränsad (endast V-port) | Minimal | Ja (full-bore type) | Nödavstängning, grisfällor |
| Globventil | Strypning | Utmärkt | Hög | Nej | Wellhead choke (ej standardklot) |
| Chokeventil | Strypning / control | Designad för det | Hög (by design) | Nej | Styrning av brunnshuvudets produktionshastighet |
| Backventil | Enkelriktad auto | Nej | Låg–måttlig | Nej | Insprutningsledningar, pumputlopp |
Tabell 2: Jämförelse av slussventiler mot andra ventiltyper som vanligtvis används vid oljeproduktion, efter flödesfunktion, strypningslämplighet, tryckfall och typisk tillämpning.
Vilka standarder styr grindventiler vid oljeutvinning?
API 6A (Wellhead and Christmas Tree Equipment) är den primära standarden som styr slussventiler som används direkt vid brunnshuvudet, medan API 6D styr pipeline gate-ventiler och ASME B16.34 täcker generella industriella gateventiler som används i oljeproduktionsanläggningar. Varje standard definierar olika tryckklasser, materialkrav, testprotokoll och förväntningar på kvalitetsledning.
API 6A — Wellhead Gate Valves
API 6A definierar de mest rigorösa prestanda- och materialkraven för slussventiler i direkt borrhålsservice , vilket återspeglar den säkerhetskritiska karaktären hos brunnshuvudets integritet. Viktiga bestämmelser inkluderar:
- Tryckklasser: 2 000 / 3 000 / 5 000 / 10 000 / 15 000 / 20 000 psi (13,8 MPa till 138 MPa). Varje klass har definierade tryck-temperaturklasser och motsvarande väggtjocklek och materialkrav.
- Materialklasser: AA (allmän service), BB (låg temperatur till -46°C), CC, DD (H2S service enligt NACE MR0175), EE (H2S låg temperatur), FF, HH (hög H2S, hög temperatur). En djupvattens HPHT-brunn kan kräva klass EE- eller HH-ventiler i hela julgranen.
- Produktspecifikationsnivåer (PSL): PSL 1 till PSL 4, med PSL 3G och PSL 4 som kräver 100 % oförstörande undersökning, full spårbarhet av alla material, bevittnade fabriksacceptanstestning och PR2 prestandatestning (inklusive fullcykeltryck och temperaturkvalificering).
- Temperaturklasser: K (-60°C till 82°C), L (-46°C till 82°C), P (-29°C till 82°C), R (-18°C till 121°C), S (-18°C till 149°C), T (-18°C till 177°C), U (-18°C till 18°C till 1°C), V (-18°C till 1°C).
API 6D — Pipeline Gate Valves
API 6D specificerar krav för pipeline-portventiler vid uppsamling, transmission och distribution av olja och gas, med tryckklasser anpassade till ASME B16.34 (klass 150 till klass 2500). Rörledningsslussventiler som omfattas av API 6D måste uppfylla kraven på genomgående håldimensioner som är kompatibla med rörlednings intelligent pigging, dubbelriktad tätning, antistatisk design (för att förhindra elektrostatisk uppbyggnad i gasdrift) och lågemissions flyktiga emissionspackningar enligt ISO 15848-1.
Hur manövreras grindventiler i oljeproduktionssystem?
Grindventiler i oljeutvinning drivs av handrattar, hydrauliska ställdon, pneumatiska ställdon eller elektriska ställdon beroende på erforderlig stängningshastighet, tillgänglig energikälla och om ventilen är en del av ett nödavstängningssystem (ESD).
- Manuell handratt: Används för sällan manövrerade avstängningsventiler på lågtrycksflödesledningar och verktyg. Typiskt arbetsmoment för en 4-tums, 5 000 psi slussventil mot fullt differenstryck är 200–600 Nm — inom manuell kapacitet med ett standardhandratt men marginellt för större ventiler med högre tryck.
- Hydrauliskt ställdon (felsäker fjäderretur): Standardaktiveringsmetoden för brunnshuvud- och julgranslussventiler. Hydraultillförsel från brunnshuvudets kontrollpanel (WHCP) öppnar ventilen mot fjädertryck; förlust av hydrauliskt tryck gör att fjädern stänger ventilen automatiskt — den felsäker-stängda (FSC)-konfigurationen som krävs för ESD-funktioner på producerande brunnar. Typiskt hydrauliskt öppningstryck: 140–210 bar (2 000–3 000 psi).
- Pneumatiskt ställdon: Används på produktionsplattformens grindventiler på ovansidan där instrumentlufttillförsel är tillgänglig. Mindre vanligt på brunnshuvudventiler där hydraulvätska redan finns för BOP- och kontrollfunktioner. Felsäker fjäderretur tillgänglig i samma FSC-konfiguration.
- Elmotorställdon (EMA): Används allt oftare på avlägsna brunnsplatser, ESD-ventiler på land och undervattensproduktionssystem ovanvatten där elektrisk kraft är tillgänglig men inte hydraulisk infrastruktur. Elektriska ställdon kräver batteribackup eller UPS för ESD-kapacitet i strömavbrottsscenarier.
- Undervattens hydrauliskt ställdon: Djupt vatten undervattens slussventiler använder tryckkompenserade hydrauliska ställdon som är anslutna till undervattens navelsträngen från ytanläggningen. Manövreringshydrauliktrycket måste övervinna både fjäderkraften och det externa hydrostatiska vattentrycket — vid 3 000 m vattendjup tillför detta cirka 300 bar (4 350 psi) mottryck på ställdonets retursida.
Vanliga frågor: Hur en grindventil fungerar vid oljeutvinning
F: Varför kan en slussventil inte användas för att strypa flödet på ett brunnshuvud?
Strypning av en slussventil - att hålla den delvis öppen för att begränsa flödet - är förbjuden i oljefältspraxis eftersom höghastighetsstrålen av producerad vätska genom den delvis öppna slusen orsakar allvarlig erosion av dörrens yta och sätesytor inom timmar till dagar efter drift. Sandladdad råolja eller gas vid brunnshuvudhastigheter på 5–30 m/s fungerar som ett slipande skärmedium mot den exponerade gatemetallen. En slussventil som har strypts visar vanligtvis sätesskador som förhindrar full avstängning inom en enda driftsperiod. Dedikerade chokeventiler – designade med utbytbar volframkarbid eller keramisk trim – används för alla flödeskontrollfunktioner på brunnshuvudet, medan slussventiler endast drivs helt öppna eller helt stängda.
F: Vad är det som gör att en brunnshuvudventil inte stängs helt?
De tre vanligaste orsakerna till att brunnshuvudets grindventil misslyckas med att stänga helt är sandansamling i grindhåligheten, erosionsskador på grinden eller sätena och hydrauliska manöverdonsfel på grund av förlust av matningstryck eller fjäderutmattning. Sandansamling är särskilt smygande - formationssand som kommer in i kroppshålan under produktionsperioder kan kompakteras under veckor till månader, vilket mekaniskt förhindrar porten från att helt sjunka till stängt läge. Detta är anledningen till att utökade ventilkonstruktioner (som minimerar hålrumsvolymen) och regelbundna ventilträningsprogram (manövrering av ventilen genom dess fulla slag kvartalsvis eller som specificerats i underhållshanteringssystemet) är standardpraxis för sandproducerande brunnar. Säteserosion från tidigare strypskador är den andra primära orsaken - ett visuellt öppet sätesspår vid inspektion är en definitiv indikator på att ventilen kräver renovering eller utbyte.
F: Vad är skillnaden mellan en stigande spindel och en icke-stigande spindelventil vid oljefältservice?
En stigande spindelventil ger en direkt visuell positionsindikator - spindeln sträcker sig uppåt från motorhuven när ventilen öppnas, och personal kan bekräfta öppet/stängt status med en blick - medan en icke-stigande spindelventil använder en spindel som roterar på plats med porten som rör sig invändigt på gängorna, vilket inte ger någon extern visuell positionsindikation. Inom oljefältsservice är konstruktioner med stigande stam att föredra på utrustning för borrhålshuvud där ventilpositionsbekräftelse är ett säkerhetskrav under brunnsdrift. Icke-stigande stamkonstruktioner används på julgranar med begränsat fritt utrymme ovanför (särskilt där en wireline BOP eller lindad slang BOP måste staplas ovanför trädet) och på undervattensventiler där stammen förlängning skulle ge oacceptabel höjd till trädenheten. Alla manövrerade slussventiler i ESD-tjänst måste ha positionsåterkopplingssignaler (öppna/stängda gränslägesbrytare) oavsett spindeltyp, återkoppling till brunnshuvudets kontrollpanel och anläggningens säkerhetssystem.
F: Hur ofta ska grindventiler på en julgran tränas?
Branschens bästa praxis och de flesta regelverk kräver att julgranens grindventiler är fullt utövade (manövreras genom deras fullständiga öppna-stäng-öppna slag) med en minsta frekvens på en gång per kvartal för ytträd, med resultaten dokumenterade i underhållsledningssystemet. Spjällventiler som lämnas i ett fast läge under längre perioder - särskilt i sur eller hög sand-drift - riskerar att vidhäfta grind-till-säte (särskilt i H2S-tjänst där sulfidföreningar kan fungera som ett bindemedel mellan metallytor) eller sandpackning som förhindrar rörelse. Vissa operatörer i brunnar med hög sand tränar huvudslussventiler varje månad. API 6A och de flesta operativa företags brunnsintegritetsstandarder kräver att misslyckande med att uppnå ett framgångsrikt fullslagstest utlöser en omedelbar inspektion och reparationsarbetsorder innan ventilen är förlitad på ESD-funktion.
F: Vilka material används för slussventiler i sur (H2S) oljeproduktionstjänst?
Grindventiler i H2S-tjänst måste överensstämma med NACE MR0175 / ISO 15156, som kräver att alla vätade metallkomponenter har hårdhetsvärden på eller under HRC 22 (motsvarande cirka 250 HBW) för att förhindra sulfidspänningssprickning (SSC) - en form av väteförsprödning som kan orsaka sprödning av hårdare stål. Acceptabla kropps- och motorhuvsmaterial inkluderar AISI 4130 normaliserat och härdat stål (vid kontrollerad hårdhet), 316L rostfritt stål för lägre tryckservice och duplex eller superduplex rostfritt stål för kombinerad sur- och kloridservice. Sätes- och grindlegeringar måste också väljas för SSC-beständighet — volframkarbid med nickelbindemedel (istället för koboltbindemedel) specificeras för sura servicesätesöverlägg. Fjädrar, bultar och stammaterial kräver alla individuell NACE-kontroll.
F: Kan en slussventil repareras på plats på ett strömförande brunnshuvud?
Begränsat underhåll på plats är möjligt på borrventiler med strömförande brunnshuvud – speciellt packningsbyte med baksätesfunktionen – men reparation av grind eller säte kräver att ventilen isoleras från borrhålstrycket, vilket i praktiken innebär att man dödar brunnen eller installerar ett tillfälligt isoleringsverktyg uppströms. Baksätesanordningen i API 6A-slussventiler gör att packboxen kan nås med fullt borrhålstryck när ventilen är i helt öppet läge med baksätet inkopplat, men detta är en högriskoperation som kräver en dedikerad arbetssäkerhetsanalys och tillstånd att arbeta. All reparation av grinden, sätena eller karossen kräver full tryckisolering. Av denna anledning har brunnar på land vanligtvis åtminstone en huvudslussventil och en vingventil på varje flödesväg, vilket ger redundant isoleringsförmåga så att en ventil kan bibehållas medan den andra tillhandahåller borrhålsinneslutning.
Sammanfattning: Förstå hur en grindventil fungerar vid oljeutvinning
Förståelse hur en slussventil fungerar i oljeutvinning går långt utöver den grundläggande öppna/stäng-mekanismen – den omfattar tätningsfysik, materialvetenskap för sur och erosiv service, ställdonteknik för felsäker drift, API-standardefterlevnad och underhållsdisciplinen som krävs för att hålla dessa kritiska isoleringsenheter funktionella under brunnens livslängd.
- Slab gate ventiler är standardarbetshästen för isolering av brunnshuvuden och julgranar, och erbjuder fullt flöde med minimalt tryckfall vid tryckklasser från 2 000 till 20 000 psi.
- Expanderande slussventiler ger överlägsen sandmotstånd och dubbelriktad tätning för huvudgrind och svaberventiler på sandproducerande brunnar.
- Genomgående slussventiler möjliggör rörledningar och ger hålighetsfri tätning på export- och uppsamlingslinjer.
- Subsea grindventiler utöka dessa möjligheter till djupvattenmiljöer med 25 års ingripandefri livslängd.
- Alla brunnshuvudventiler måste vara körs endast helt öppet eller helt stängt, aldrig strypt, tränade regelbundet och specificerat till rätt API 6A materialklass och PSL för brunnens tryck, temperatur och vätskesammansättning.
För alla petroleumingenjörer eller produktionstekniker, en grundlig förståelse för hur en slussventil fungerar — och ännu viktigare, hur det misslyckas — är bland de praktiskt taget mest värdefulla tekniska kunskaperna för att upprätthålla brunnsintegritet och produktionseffektivitet under hela en olje- eller gaskällas produktiva liv.