Till reparera a grindventil , måste du isolera ledningen, demontera ventilhuven, byta ut den slitna packningen, spindeln eller kilskivan efter behov, montera ihop med nya tätningar och trycktesta reparationen innan du återställer ventilen till service. De flesta reparationer av grindventiler kan färdigställas på en till tre timmar med grundläggande handverktyg och kostar en bråkdel av ett komplett ventilbyte — en ersättningsslussventil kan kosta allt från 50 USD för en liten bostad till 5 000 USD eller mer för en stor industriell smidd stålventil, medan en reparationssats vanligtvis kostar 10–80 USD.
Den här guiden täcker alla steg i reparationsprocess för grindventil : diagnostisera felet, samla in rätt verktyg och delar, säkert stänga av linjen, utföra reparationen och testa resultatet. Oavsett om du har att göra med en läckande spindelpackning, ett handratt som har fastnat eller en ventil som inte längre håller trycket, är principerna desamma.
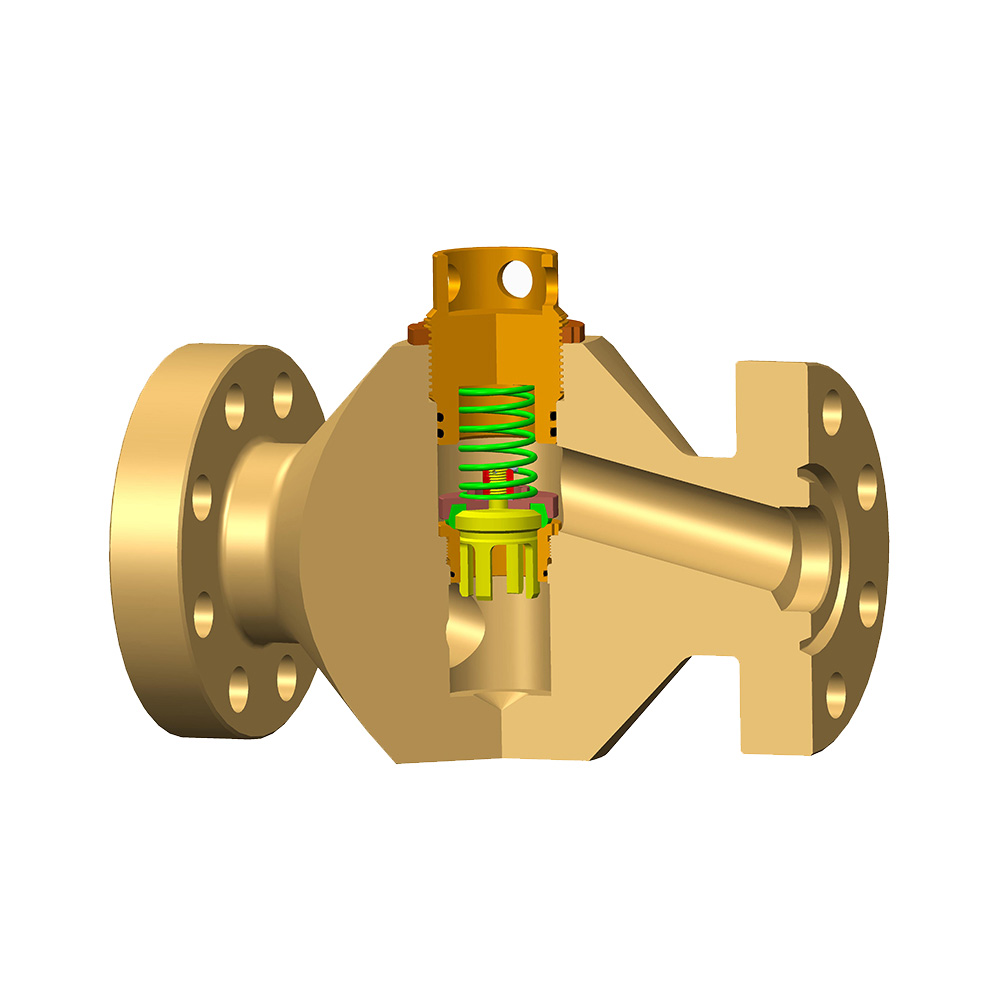
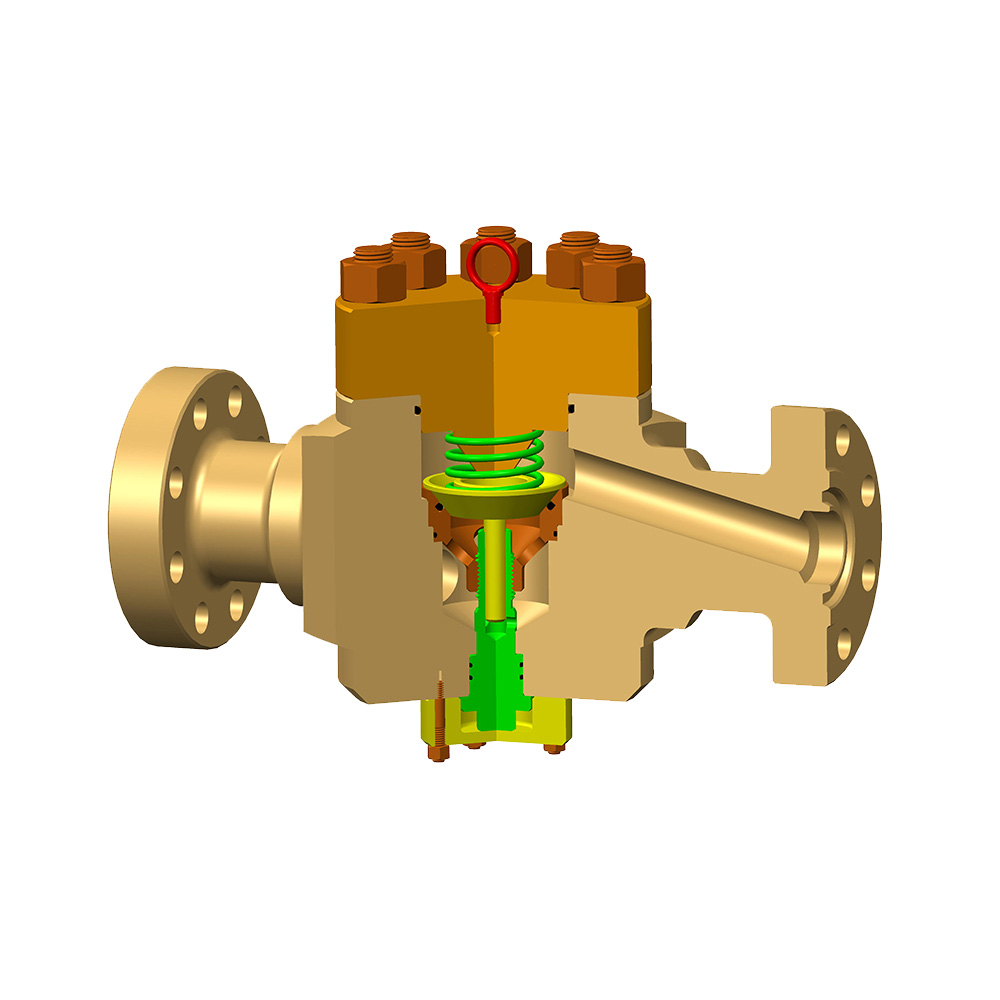
Vad är en grindventil och hur fungerar den?
A grindventil är en linjär rörelseisoleringsventil som använder en platt eller kilformad skiva (porten) för att starta eller stoppa flödet genom att röra sig vinkelrätt mot vätskebanan. Den är inte konstruerad för strypning – den ska antingen vara helt öppen eller helt stängd. Grindventiler finns i vattenförsörjningssystem, olje- och gasledningar, brandskyddsledningar, VVS-installationer och industriella processanläggningar över hela världen.
Gemensamma grindventilfellägen
Att förstå felläget är det första steget i något grindventil repair . De fyra vanligaste problemen är:
- Stampackningsläcka — Det vanligaste problemet. trycksatt vätska tränger runt ventilskaftet där den lämnar motorhuven; orsakas av uttorkade, komprimerade eller skadade packningsringar
- Ventilsätesläckage (passerar) — grinden bildar inte en tät tätning mot sätena när den är stängd. orsakad av slitna, korroderade eller skräpskadade säten eller en deformerad grindkil
- Fast eller trasigt handratt/stam — skaftets gängor korroderar eller fastnar, eller handratten skärs av övervridning; vanligt i ventiler som inte har använts på flera år
- Motorhuvspackningsläcka — extern läcka mellan motorhuv och karossfläns. orsakas av packningsförsämring, termisk cykling eller otillräckligt bultmoment
| Symptom | Mest trolig orsak | Reparation krävs | Svårighet |
| Läckage runt stammen | Sliten stampackning | Byt ut packningsringar | Lätt |
| Läckage vid motorhuvsleden | Försämrad motorhuvspackning | Byt ut huvens packning | Måttlig |
| Flöde när det är stängt | Slitna säten eller grind | Varvsäten eller byt grind | Måttlig to Hard |
| Handratten kommer inte att vridas | Beslagna stamtrådar | Smörj eller byt ut spindeln | Måttlig |
| Extern kroppsspricka | Frost, övertryck eller gjutdefekt | Byt ut ventilen helt | Byt ut — reparera inte |
Tabell 1: Symtom på grindventilfel, mest sannolika orsaker, nödvändiga reparationsåtgärder och uppskattad svårighetsgrad.
Tillols and Parts You Need Before Starting a Gate Valve Repair
Att samla ihop allt innan du börjar förhindrar förseningar i mitten av reparationen och minskar tiden som linjen är ur drift. För en standard grindventil repair , krävs följande verktyg och material.
Viktiga verktyg
- Justerbar skiftnyckel eller skruvnyckel — för motorhuvsbultar och packboxmuttrar; har flera storlekar tillgängliga
- Rörnyckel — för att säkra ventilhuset om det är fritt att rotera
- Packkrok eller plockverktyg — för att ta bort gamla packningsringar utan att repa packboxen
- Stålborste och rengöringsdukar — för att rengöra matchande ytor från all korrosion och gammalt packningsmaterial
- Tillrque wrench — kritisk för återmontering; Motorhuvsbultar måste dras åt till tillverkarens specificerade vridmoment för att undvika ojämn packningsbelastning
- Penetrerande olja — för att frigöra korroderade bultar eller fastnade stammar; applicera 30–60 minuter innan du försöker ta bort
- Ventillappningsmassa och lappverktyg — Behövs endast om ventilsäten ska renoveras
- Tryckmätare och testpump — för tryckprovning efter reparation
Reservdelar att ha till hands
- Stampackningsringar — grafit eller PTFE. matcha alltid packboxens håldiameter och tätningsringens tvärsnitt till originalspecifikationen
- Motorhuvspackning — använd rätt material för din tjänst (spirallindad rostfri/grafit för ånga, gummibeläggning för kallt vatten, PTFE-hölje för kemisk service)
- Reparationssats för grindventil — Många tillverkare tillhandahåller en sats som innehåller packning, packning och O-ringar som är specifika för ventilmodellen; Dessa kit kostar 10–80 USD och eliminerar gissningar om kompatibilitet med delar
- Ersättningsstam — om gängslitage diagnostiseras; ange stigande skaft eller icke-stigande skaft för att matcha originalet
- Ersättningsgrind/kilskiva — för sätesläckage som inte kan korrigeras genom lappning
Hur man reparerar en grindventil: Steg-för-steg-instruktioner
Följande procedur täcker en komplett grindventil overhaul inklusive byte av spindelpackning och byte av motorhuvspackning - de två vanligaste reparationerna. Steg som är specifika för säteslappning beskrivs separat nedan.
Steg 1 — Isolera rörledningen och minska trycket
Arbeta aldrig på en trycksatt eller spänningssatt ventil. Innan du börjar någon grindventil repair , du måste:
- Stäng av uppströmsförsörjningen med den närmaste avstängningsventilen uppströms om den defekta slussventilen
- Öppna en nedströms dräneringspunkt eller avtappningsventil för att minska systemtrycket till noll — verifiera på en mätare; anta inte att uppströmsventilen håller perfekt
- För varmvatten- eller ångsystem, låt ledningen svalna till under 40°C innan du öppnar någon skarv
- Tillämpa lockout/tagout (LOTO) på alla isoleringspunkter om du arbetar i en industriell eller kommersiell miljö — detta är ett lagkrav enligt OSHA 1910.147 i USA och motsvarande bestämmelser i andra jurisdiktioner
Steg 2 — Ta bort handratten och packboxen
Öppna ventilen till helt öppet läge – detta lyfter grinden fri från sätena och gör det lättare att ta bort motorhuven. Ta bort handrattens låsmutter (vanligtvis en sexkantsmutter på skaftet ovanför handratten) och skjut av handratten. Använd en skiftnyckel för att skruva loss packboxmutter (även kallad packboxkörteln eller körtelföljaren) moturs. På vissa konstruktioner är glanden ett flänsförsett ok bultat med två bultar - ta bort båda muttrarna jämnt för att undvika att spänna glanden. När körteln har tagits bort är de gamla packningsringarna tillgängliga.
Steg 3 — Extrahera den gamla förpackningen
Använd a packkrok eller en vässad träpinne (aldrig en stålskruvmejsel - det kommer att skära hålet på packboxen) för att ta bort alla gamla packningsringar en i taget. Räkna ringarna när du tar bort dem; ersättningssetet måste använda samma nummer. Rengör packboxens hål och skaftytan med en luddfri trasa. Inspektera skaftets yta under ett ljus: om du kan se periferiska spår eller grop djupare än cirka 0,1 mm, byt ut skaftet - ny packning på en skadad skaft kommer att läcka igen inom några veckor.
Steg 4 — Ta bort motorhuven (för fullständig översyn)
Om du också byter ut huvens packning eller inspekterar grinden och sätena, ta bort motorhuven. Applicera penetrerande olja på huvens pinnmuttrar om de är korroderade, vänta 30 minuter och ta sedan bort muttrarna jämnt i ett korsmönster - lossa varje mutter ett kvarts varv i taget för att undvika att flänsen deformeras. Lyft försiktigt motorhuvsenheten (huvspindel som en enhet på de flesta konstruktioner). Ha en bricka under för att fånga upp kvarvarande vätska. Lägg enheten på en ren arbetsbänk för inspektion.
Steg 5 — Inspektera grinden, stammen och sätena
Med motorhuven borttagen, inspektera noggrant alla slitytor. En port som går att underhålla ska vara slät och platt – alla linjära skårmärken eller gropbildningar indikerar att sätesläckage har inträffat. Kontrollera skaftets gängor för slitage, avskalning eller korrosion. Inspektera ventilhussätena (de två ringytor som grinden trycker mot när den stängs) för erosionsmärken eller inbäddat skräp. Mindre skårmärken (mindre än 0,3 mm djupa) kan tas bort med ventilsäteslappning ; djupare skador kräver byte av säte eller byte av ventil.
Steg 6 — Installera nya packringar
Klipp ny packningsringar från ett packrep till rätt längd — linda repet runt skaftet en gång och skär rent med en vass kniv, skapa en ring med en 45-graders stumfog. Installera ringarna en i taget, placera var och en helt i packboxen innan du lägger till nästa. Förskjut skarvarna 90 grader mellan ringarna för att förhindra läckage. Som en tumregel, använd samma antal ringar som togs bort (vanligtvis 3–5 ringar). Överpacka inte - skaftet måste kunna rotera eller höjas fritt.
Steg 7 — Byt ut motorhuvspackningen och sätt tillbaka den
Rengör motorhuven och kroppsflänsytorna med en stålborste och trasa tills allt gammalt packningsmaterial har tagits bort - eventuellt kvarvarande material förhindrar en jämn tätning. Placera den nya motorhuvspackningen centralt på kroppsflänsen (använd inte packningscement på spirallindade metallpackningar; en tunn film av tätningsmedel är acceptabelt på platta gummi- eller PTFE-packningar för vattenservice). Sänk försiktigt motorhuvsenheten på kroppen och se till att porten är i linje med kaviteten på kroppen. Starta alla motorhuvsbultmuttrar för hand och dra sedan åt i ett korsmönster till tillverkarens specificerade vridmoment. För typiska gjutjärnsslussventiler ligger huvbultens vridmoment i intervallet 40–80 Nm beroende på bultstorleken – kontrollera alltid mot ventilens underhållsdokumentation.
Steg 8 — Sätt tillbaka gland och handratt
Sätt tillbaka packboxen fingertätt och för den sedan ett kvarts till ett halvt varv med en skiftnyckel – precis tillräckligt för att trycka ihop packningen något. Dra inte åt helt i detta skede; packningen måste "köras in" under tryck. Sätt tillbaka handratten och låsmuttern. Manövrera ventilen genom två eller tre hela öppna-stängcykler för att fördela packningen jämnt runt skaftet.
Steg 9 — Trycktesta reparationen
Återinför långsamt trycket till ledningen — öppna aldrig uppströmsisolatorn snabbt, eftersom vattenslag eller tryckstöt kan skada den nyinstallerade packningen eller packningen. Sätt systemet till normalt arbetstryck och håll kvar i minst 10 minuter. Inspektera alla skarvar (skaftgenomföring, motorhuvsfläns, karossändeanslutningar) för tecken på gråt. Om mindre läckage av stamtätningen observeras, dra åt glanden ytterligare ett åttondels varv åt gången tills läckan upphör. Om motorhuvens packning läcker, ta bort trycket och dra åt motorhuvens bultar jämnt. Ett trycktest till 1,5 gånger maximalt arbetstryck är standardpraxis för industriella installationer enligt ASME B16.34.
Hur man reparerar grindventilsäten: Lappningsprocedur
Ventilsäte lappar återställer tätningsytorna på en slussventil när sätena visar mindre repor eller slitage. Det är en in-situ reparationsteknik som tar bort en liten mängd material från både grindens yta och kroppssätesringarna för att skapa en matchad, platt tätning. Lappning är effektiv för skadedjup upp till cirka 0,25–0,30 mm; djupare skada kräver byte av sätesring eller byte av ventil.
- Applicera lappmassa — använd en medelhög ventillapp (vanligtvis kiselkarbid i en oljebärare, 80–120 grit för initial skärning, 220–400 grit för efterbearbetning) applicerad tunt och jämnt på grindens sätesytor
- Arbeta grinden mot sätena — med grinden sänkt på kroppssätena, vrid den fram och tillbaka i cirka 30–45 grader med hjälp av ett lappverktyg eller T-stång monterad på skaftet; applicera måttligt tryck nedåt; arbeta i korta drag, vrid grinden något mellan varje slag för att säkerställa jämn materialborttagning
- Rengör och inspektera ofta — vart 20:e–30:e slag, lyft upp porten, rengör all lappmassa från båda ytorna med en ren trasa och inspektera under ljus; en korrekt lappad yta visar en enhetlig, mattgrå finish över hela kontaktbredden
- Framsteg till finare grus — när den initiala skadan har tagits bort med medelhög korn, byt till en fin finishmassa (400 korn) och upprepa i 10–15 lätta drag för att uppnå en förfinad tätningsyta
- Slutstädning — Ta bort alla spår av lappmassa med rent lösningsmedel före återmontering. eventuella rester som finns kvar i ventilen kommer snabbt att skada de nyligen överlappade ytorna när ventilen är tillbaka i drift
Gateventilreparation kontra utbyte: Vilket är det bättre valet?
Reparation är nästan alltid det bättre valet för ventiler med intakta kroppar, reparerbara inre delar och lättillgängliga delar. Byte blir det korrekta beslutet när karossen är sprucken, sätena är skadade så att de inte klappar, eller ventilen är föråldrad och reservdelar är otillgängliga.
| Faktor | Reparera | Byte |
| Typisk kostnad | USD 10–150 (delar arbetskraft) | USD 50–5 000 (ventilkostnad arbetskraft) |
| Time out of service | 1–4 timmar | 4–24 timmar (rörkapning, återmontering) |
| Kroppskondition | Intakt, inga sprickor | Sprucken eller kraftigt korroderad kropp |
| Tillgänglighet av delar | Reparera kit available for valve model | Delar föråldrade eller otillgängliga |
| Ventilålder | Under 20 år, bra servicerekord | 25 år, upprepad misslyckande historia |
| Sätesskador | Mindre poäng, lappbar | Djup erosion, sätesringar förstörda |
| Miljörisk | Lägre — kortare exponeringstid | Högre — fullt rörbrott krävs |
Tabell 2: Jämförelse av reparation av slussventiler kontra fullt ventilbyte över viktiga beslutsfaktorer inklusive kostnad, stilleståndstid och tillståndskriterier.
Hur man förhindrar problem med grindventiler: Bästa metoder för underhåll
Majoriteten av grindventil failures kan förebyggas med en enkel, konsekvent underhållsrutin. Ventiler som tränas och smörjs regelbundet håller två till tre gånger längre än de som inte underhålls i industriella applikationer.
- Träna ventilen årligen — Kör varje slussventil genom en hel öppen-stäng-öppen-cykel minst en gång per år. detta förhindrar att spindeln och grinden fastnar i ett läge och omfördelar packningssmörjningen; för kritiska isoleringsventiler, motionera kvartalsvis
- Smörj spindelgängorna — Applicera en tunn film av PTFE-baserat eller molybdendisulfidfett på de exponerade skaftgängorna varje år. undvika petroleumbaserade fetter på dricksvattensystem
- Kontrollera tätheten i packboxen — Inspektera för stamgråtning under årliga underhållsrundor; ett litet extra kvartsvarv på glandmuttern vid första tecken på läckage förhindrar att läckan utvecklas till ett betydande problem
- Inspektera isolering och väderskydd — Utomhusventiler är känsliga för frostskador. se till att ventillådor är intakta och att alla spårvärmesystem som skyddar utsatta ventiler är i drift innan vintersäsongen
- Upprätthåll ett ventilregister — registrera varje ventils placering, storlek, material, datum för senaste underhåll och eventuella upptäckta defekter; detta möjliggör tidig identifiering av ventiler som närmar sig slutet av livslängden och möjliggör planerat utbyte snarare än akut reparation
Vanliga frågor om grindventilreparation
F1: Kan jag reparera en slussventil utan att stänga av huvudvattenförsörjningen?
I de flesta fall nej. Varje reparation som innebär att man öppnar motorhuven eller byter ut packningen under tryck är extremt farlig och får inte utföras utan att först göra tryckavlastning i ledningen. Det enda undantaget är live-load packning system på stora industriella grindventiler speciellt utformade för online-ompackning - dessa använder ett speciellt glandarrangemang som gör att packningsringar kan läggas till under tryck. Dessa system kräver specialistutbildning och bör aldrig improviseras på standardventiler.
F2: Hur vet jag vilken storlek förpackning jag ska beställa för min grindventil?
Du behöver två mått: den stamdiameter och den diameter på packboxens hål . Packningstvärsnittet = (packboxhål - skaftdiameter) / 2. Om till exempel packboxhålet är 25 mm och skaftdiametern är 19 mm, är packningstvärsnittet (25 - 19) / 2 = 3 mm fyrkantig packning. Vanliga förpackningsstorlekar för bostäder och lätta kommersiella ändamål är 3 mm, 4 mm, 5 mm och 6 mm kvadrat. Mät alltid istället för att gissa – packningen av fel storlek kommer antingen att misslyckas omedelbart eller göra stammen omöjlig att använda.
F3: Mitt grindventils handratt vrider sig men grinden rör sig inte — vad är fel?
Detta symptom indikerar nästan alltid att skaftmutter (okmutter) har klippts av eller tagit av — muttern som översätter skaftets rotation till linjär rörelse av grinden har misslyckats. Detta är vanligt i äldre gjutjärnsventiler där bronsokmuttern har slitits bort under många års drift. Reparation kräver att man tar bort motorhuvsenheten, pressar ut den gamla bygelmuttern och monterar en ny. Extra okmuttrar finns för de flesta standardventilmönster och kostar 5–40 USD beroende på ventilstorlek.
F4: Är PTFE-packning eller grafitpackning bättre för grindventilreparation?
PTFE packning är att föredra för kallvatten och omgivande vatten (hushåll, HVAC, dricksvatten) eftersom det är kemiskt inert, godkänt för livsmedels- och dricksvattentillämpningar och lätt att installera. Grafitförpackning är att föredra för varmvatten, ånga och högtemperatur industriella tjänster eftersom det bibehåller sina tätningsegenskaper vid förhöjda temperaturer där PTFE mjuknar. För de flesta bostäder och lätta kommersiella reparationer av grindventiler , PTFE-packning är det korrekta och mer praktiska valet.
F5: Hur länge pågår en slussventilreparation?
En korrekt utförd grindventil repair att använda kvalitetsreservdelar på en ventil med en sund kropp ska hålla 10–20 år innan de kräver ytterligare uppmärksamhet. I praktiken varar ompackade spindelkörtlar på tränade, välskötta ventiler i icke-korrosiv drift vanligtvis 15 år. Den viktigaste faktorn är tillståndet på skaftytan - en slät, oskadad skaft förlänger packningslivslängden dramatiskt jämfört med en gropig eller korroderad.
F6: Kan jag reparera en slussventil som är nedgrävd under jord?
Ja, men tillvägagångssättet beror på ventiltyp och åtkomst. De flesta nedgrävda slussventiler drivs via en lång skaft och ventillåda på ytan - i det här fallet är ventilkroppen inte lättillgänglig, och reparation kräver vanligtvis utgrävning. För nedgrävda slussventiler visar stamtätningsläckor kan specialistentreprenörer ibland injicera tätningsmedel runt stammen via fettinsprutningskopplingar utan schaktning, men detta är en tillfällig åtgärd. Permanent reparation eller utbyte kräver schaktning för att exponera ventilhuset. Rådfråga alltid en auktoriserad rörmokare eller entreprenör för nedgrävda ventiler.
Sammanfattning: Viktiga tips för reparation av grindventiler
Reparera a grindventil är en praktisk, kostnadseffektiv färdighet som gäller både för VVS för bostäder, kommersiella byggnadstjänster och industriella processanläggningar. De grundläggande principerna är konsekventa över alla skalor: isolera och minska trycket innan du öppnar någon skarv, byt ut alla förbrukningsbara tätningskomponenter (packningar och packningar) medan ventilen är isär, inspektera spindel- och sätesytor noggrant och trycktesta alltid den genomförda reparationen innan du återställer ventilen till service.
Viktiga punkter att komma ihåg:
- Stampackningsläckas är det vanligaste slussventilfelet och det enklaste att reparera — ett packpaket för 15 USD och två timmars arbete löser de flesta fall
- Byt alltid motorhuvspackningen när huven tas bort — återanvändning av en komprimerad gammal packning är en ledande orsak till upprepade läckor
- Inspektera stammens yta innan ny packning installeras – skadade skaft måste bytas ut för att reparationen ska hålla på lång sikt
- Reparera aldrig ett sprucket ventilhus — Byt ut ventilen helt. ingen lappningsmetod återställer på ett tillförlitligt sätt strukturell integritet till en sprucken tryckinnehållande komponent
- Årlig träning och smörjning av grindventiler är den enskilt mest effektiva förebyggande underhållsåtgärden för att undvika framtida reparationer